
Blog
Get troubleshooting tips, maintenance guides, and the latest in automation — all in one place. Updated monthly.
1/1

Tutorials
How to Troubleshoot Fanuc Alarm 8, 9, A
Getting FANUC Alarm 8, 9, or A? It's high current—here's the fix.

Tutorials
Reset Ownership Allen Bradley Safety PLC
What to do when your safety PLC can’t take ownership of a safety device.

Checklists
Welding Machine Checklist
Learning Series
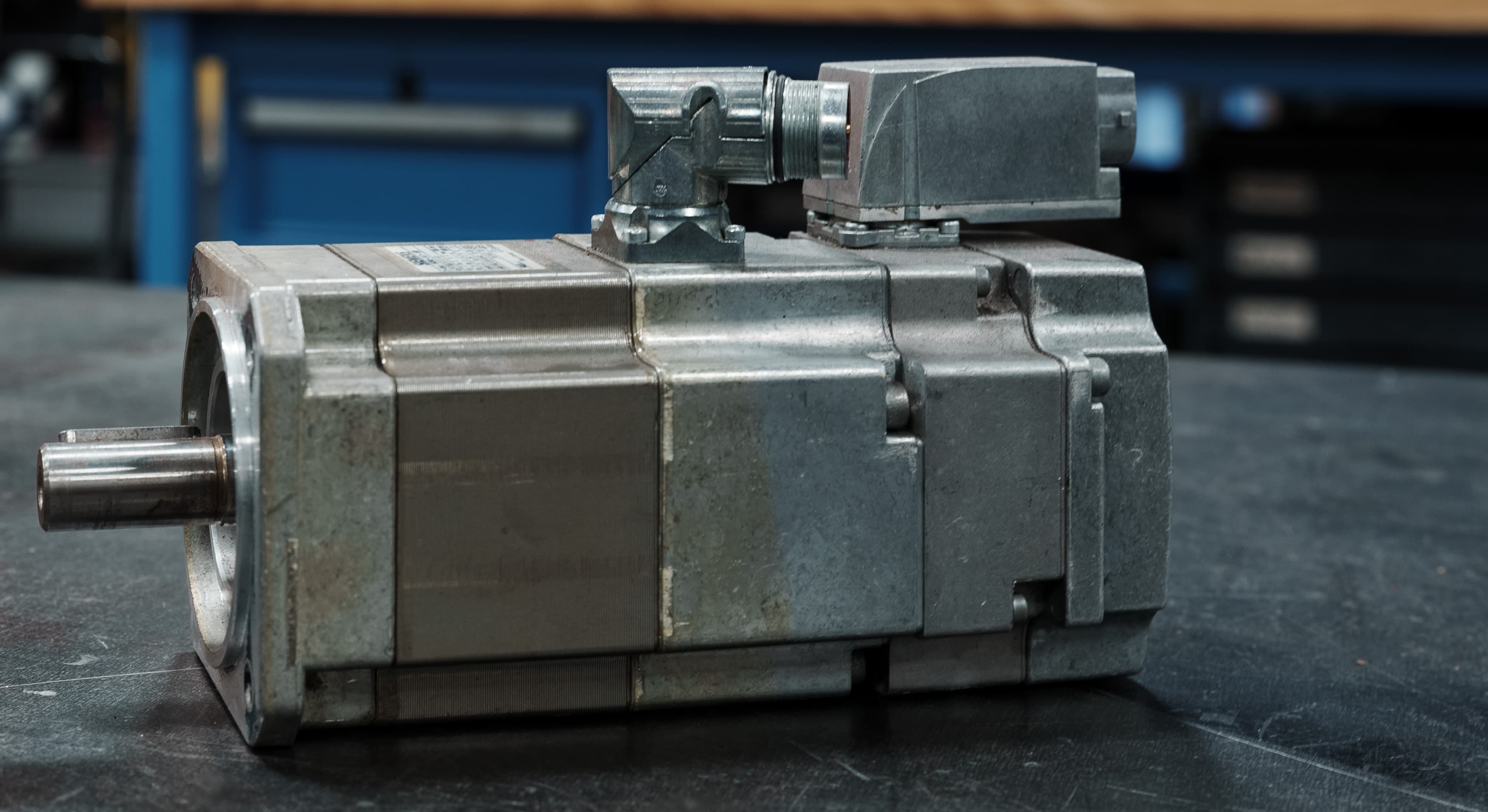
What is a Servo Motor
Go inside the housing. See the parts that matter. Understand how it works—and why it's critical to motion control.

Guides
AC Drive Overcurrent Prevention
Learning Series
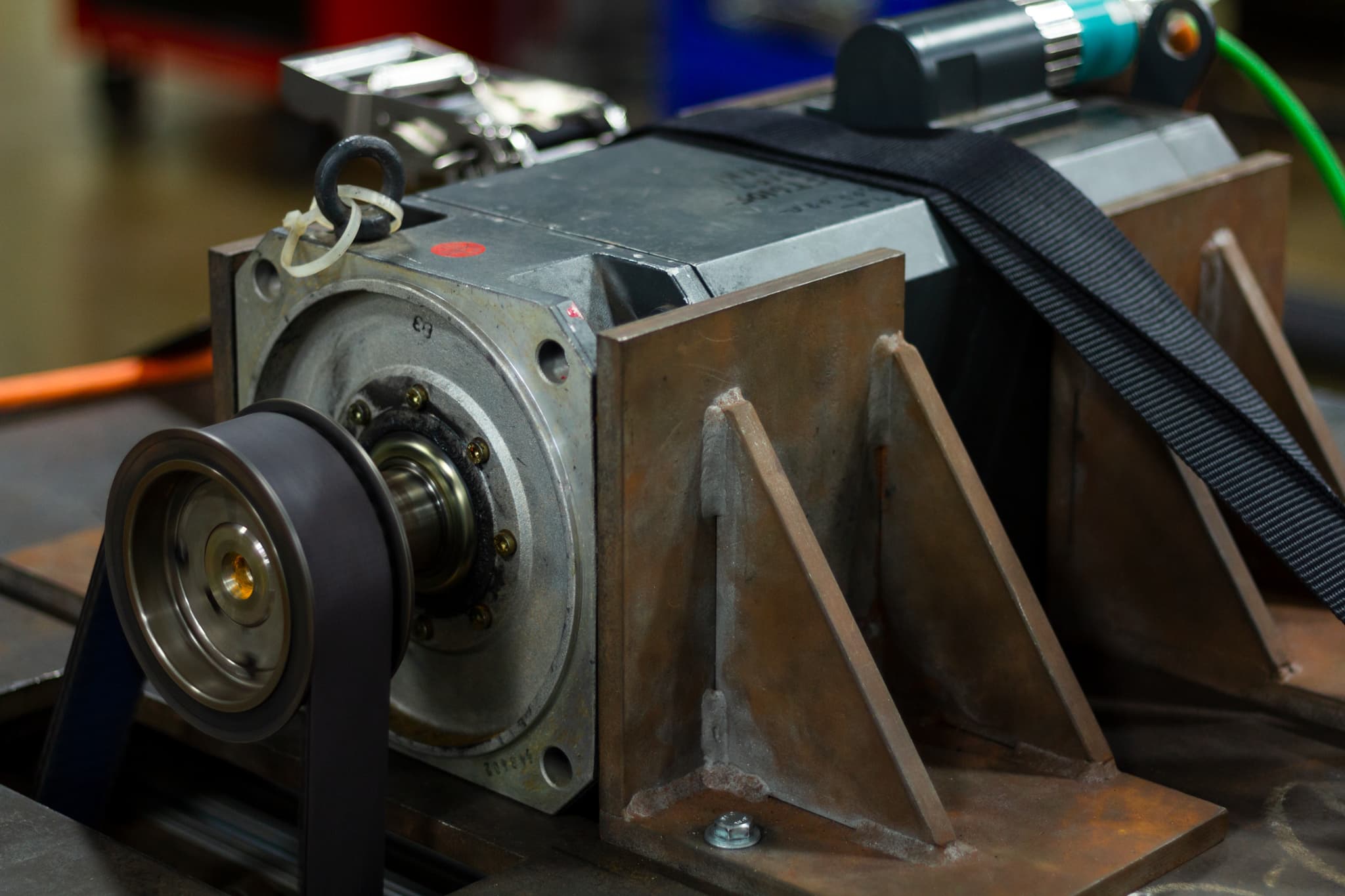
How Dynamometers Work

Checklists
Servomotor Maintenance Checklist
Learning Series
What is Stall Torque
The rotational force where motion stops. That’s stall torque—and it matters.

Learning Series
What is a Teach Pendant

Case Studies
Strategic Fix Eliminates Top 10 Failure at Stellantis
Forty-four KEBA Kemro K2-700 controllers were failing, disrupting Ram ProMaster production.
1/1